What is extrusion? What is it used for?
Extrusion technology can be used for pellet production. It is widely used in many different industries such as pharmaceuticals, ceramics, catalysts, food and cosmetics.
During extrusion, pressure is applied to a wet mass so that it passes through the opening of the extruder screen or die plate and is shaped into small extrudate segments. All extrusion processes involve the application of force, which can have different effects on your formulation.
What is an extruder?
Caleva extruders are designed for wet mass extrusion for the Pharmaceutical, Catalyst, Food, and various other industries. This takes place at ambient temperatures. These are not to be confused with other extruder types that utilise heat to melt the product as it travels down the screw and through the die plate. These are known as Hot Melt extruders, and this is a different process.
What are the types of extruders? What are the advantages?
The two most common and effective forms of wet mass extrusion are Screw Extrusion and Screen Extrusion. Both have their advantages; however, it is important to identify the main differences between them to achieve your desired outcome.
Screw extruders
A screw driven extruder pushes material through its barrel along an axis by rotating a screw which uses the flights on its thread to move product towards the extrusion die head.
When the product is moved along the barrel and reaches the die plate at the end, a constant pressure is exerted on the material to push it through the die holes.
Screw extrusion offers a great diversity
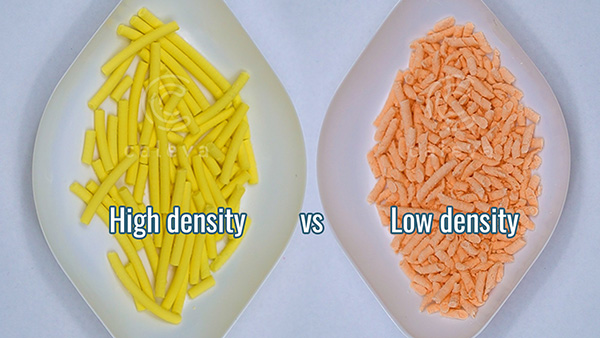
This pressure means screw extruders can process and create denser products.
With a variety of die plates available, screw extrusion enables you to control a wide variety of parameters, including the size, density and shape of the final product. Surface area can be a particular focus for certain applications, and this can be increased with the use of shaped dies.
However, along with the pressure, comes heat.
This cannot be avoided, and all screw extruders do this.
As a general guide, the faster the screw speed and smaller the holes in the die plate, the more heat is generated.
Heat can be reduced by reducing the RPMs (screw speed) and/or with the use of a water jacketed barrel, which circulates chilled water around the outside of the extrusion chamber. However, there is still some heat generated at the die plate, that may not suit all materials (such as particular pharmaceutical ingredients).
Some Caleva extruders, such as the VDE and TSE, can monitor the temperature of the extrusion die using an IR thermometer pointing at the die plate. The user can then regulate the speed of the extruder accordingly.

Screen extruders (sometimes called Basket Extruders)
Depending on the temperature tolerance for your formulation and the required shape and density of your extrudate, you might want to consider a screen extruder.
Screen type extruders (such as the Caleva Extruder 20 seen above) use rollers that push product through a screen.
The rollers only exert intermittent pressure on the material, so it is a much gentler process, that generates less heat than screw extrusion.
Scalable, suitable for a great number of formulations, and used in pharmaceutical, food, and various other industries, screen extruders are the lowest cost extruder for any required capacity. Unsurprisingly they are a popular choice for many.
The large extrusion surface area is particularly suited to softer, or more heat sensitive material and may well produce a greater volume of extrudate in a given time frame than you might achieve using a die.
Screen extrusion, however, does not offer the same variety of options as screw extrusion. Screens are available with a limited range of hole sizes and depths and due to the lower pressures involved, the extrudate produced is less dense. It is also not possible to produce shaped extrudate with a screen extruder.

Consumable parts
Naturally, with the nature of a screen and the lower pressure involved, screen extruders are not advised for processing dense materials. Over time, even with normal use, the screen will become bowed from the roller action. This will reduce efficiency and product yield.
Screens should be considered as consumable parts and this is something to weigh against their lower upfront cost.
If heat is a challenge and density and surface area not so integral, screen extrusion provides a cost effective, scalable option.

What are the things to consider when choosing the right extruder?
- The effect of heat on your formulation: When materials are put under pressure heat is generated. Whilst all extruders generate heat, different types of extruders generate different amounts of heat.
- Density: Screen and screw extruders exert different pressures on your materialHigh-v-low-density-extrudate and have different tolerances when it comes to the density of your your formulation.
- Required shape and surface area: Extruder dies and screens can be supplied with various holes sizes, shapes, and depths. The variety of options available to you is dependent on the type of extruder
At Caleva, we offer a variety of extruders to meet your needs, from R&D lab-scale extruders to pilot-scale extruders and larger models.
The best of both worlds?
So far, we have looked at the two main types of extruder technology in the Caleva range.
However, there is a middle ground that combines the best of both screen and screw extrusion processes.
An innovative and somewhat unique offering in our benchtop range is the Variable Density Extruder, also known as the VDE.
The machine can be configured with either an Axial (screw) or Radial (screen) head, which are interchangeable. Swapping the heads only takes a couple of minutes and provides you with a high level of versatility.
VDE with Axial head
The Axial option is our standard single screw extruder, which can produce different diameters and densities of extrudate by changing the die plate.
If spheronization (marumerization) is the next stage in your process, then the diameter of the die holes will determine the diameter of pellets created. Our die plates range from 0.5mm – 9mm diameter.
We also offer a range of die plates with different depths of hole, which influence the density of the extrudate. The deeper the hole in the die plate, the more pressure is exerted into the material, creating denser extrudate. This can be useful for higher drug loading and controlling friability. There are also trilobe and quadrilobe dies available to increase the surface area of your extrudate.
VDE with Radial head
The Radial option offers a different tip on the extrusion screw, and a radial screen extruder attachment.
This allows you to utilise all the advantages of screen extrusion for more temperature and pressure sensitive materials. There is less friction created and the extrusion pressure is much lower. Screens are available with holes ranging from of 0.5mm-2mm diameter.
We provide flexibility
As Tema Machinery we represent Caleva in Turkey to provide the most suitable equipment for your extrusion process. With the Caleva Variable Density Extruder (VDE), you have a flexible, compact bench top unit that enables you to work with a wide variety of formulations, whether you need a high-density pellet for improved ingredient delivery, an increased surface area for fast dissolution or a gentle processing for heat sensitive ingredients. You can contact us to determine the specific Caleva equipment for your process, to get technical support and a price quote.